高精度硬度标准块的研制及未来展望
通过使用硬度标准块进行日常检查或间接验证可以检测到的硬度测试机的问题根源可以大致分为三类:压头,测试力和压痕测量设备。如果发现任何问题,则基于验证该机器直接精度的结果,着重于上述三个因素对测试机器进行维修或重新校准。这些努力已经积累起来,以获取目前可用的高水平的硬度测试技术。
本文介绍了硬度标准块作为间接验证硬度测试机的工具的开发,讨论了可能影响硬度测量的因素,并从硬度块制造商的角度提供了对未来硬度测试的见解。
硬度标准块的开始
硬度的量化或硬度测试的工业应用可以追溯到1900年布氏硬度的发明。到1920年代,当前JIS标准中定义的所有主要硬度测试方法都已出现。有记录表明,布氏硬度计和肖氏硬度计是在1910年代进口到,此后这些国产的硬度计也很快开始生产[1-2]。
川昭一山本的创始人山本科学工具实验室(YSTL),师从医生多光太郎在研究所的金属研究所东北前大学。根据国产化硬度标准块技术的要求,山本根据钢物理学和冶金学的知识开始了硬度标准块的研究。1939年,首次在国内生产硬度标准块。在之后的战争,川昭一山本和他的儿子弘山本建立了制造商在生产中船桥市,千叶县硬度的标准块,在1952年以传播硬度标准块的知识,以及寻求那些更高的精度块
随着硬度块供应的全面展开,成立了硬度标准块标准化委员会,以解决由于硬度值不一致而造成的战后工业混乱。要继续的努力,在一个全国性的规模,Katasa Kenkyukai (关联硬度的研究),这是材料的前身测试的研究会,是在1956年的领导下,组织了博士猛男吉泽,教授东京大学。通过协会,吉泽博士 聚集了各个领域的领先研究人员和组织的力量,其中包括力学研究人员(山代郎,黑木等),材料科学研究人员(Owaku,寺泽等),东京都产业振兴中心,中央计量检查中心,Kaiji Kyokai(船舶分类协会,NK)以及硬度计的制造商,例如Akashi(现为Mitotoyo)和Shimazu。该协会使用YSTL硬度块对包括炼钢,铜轧,不锈钢,轧辊和通讯在内的各个行业的硬度值变化状况进行了反复调查,以找到切实可行的解决方案。这些努力导致为硬度测试建立了三个独立的标准,这比任何其他*都要早:测试方法,测试机和标准块。这些成*都被编译成一本名为硬度测试方法和他们的应用程序,这是一个必须的人关注 在该硬度行业[3-4]。
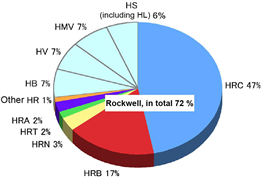
图1硬度等级对硬度块的需求

硬度标准块的当前状态
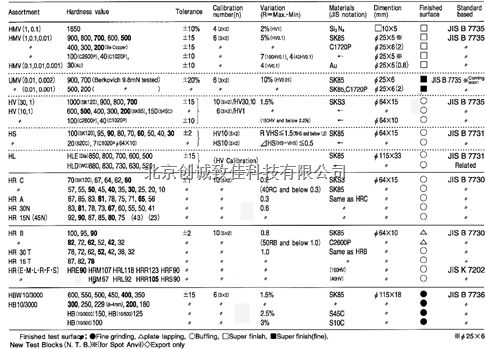
如今,如表1所示,可提供约140个品种的硬度标准块,它们的年产量约为30,000件。图1显示了需求的主要硬度等级,包括洛氏,布氏,维氏,微维氏和肖氏硬度。如表1所示,这些模块覆盖的测试力范围为3,000 x 9.8N至0.001 x 9.8N 。
![]()
这些硬度标准块根据相关的JIS标准进行制造和校准,以确保硬度的高度均匀性和稳定性,以及硬度标准值的高可靠性。
硬度均匀度
硬度标准块的硬度均匀性是影响标准硬度值确定性的重要因素,这将在后面提到。因此,标准块由尽可能高的质量和稳定的供应的材料制成。经常用作硬度标准块材料的钢和铜合金必须采用平板形式,以防止由于中心偏析而损害硬度均匀性。板材的表面成为标准块的测试表面。成品块采用圆盘的形式,如图2所示,因此可以将热处理引起的边角效应小化。
的热处理后的显微组织的均匀一
硬度块通过选择的材料和类型确保热处理条件即能的佳
图2硬度标准块上的测试位置
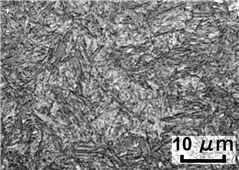
图3由共析碳钢制成的硬度标准块的淬火组织
每种测试方法的微观结构,因为压痕的尺寸在不同的测试方法之间可能相差1000倍。共析碳素钢是常用的硬度材料
表1.硬度标准块的规格
标准块。这种材料需要严格控制其淬火条件,但是淬火的显微组织不包含过多的碳化物,即使在显微硬度测试范围内,也能使硬度块达到较高的硬度均匀性。
硬度标准值的可靠性
硬度标准块上指示的值必须是通过工业硬度测试可获得的硬度测量的代表值。因此,在确定硬度块上指示的标准值时,应避免任意测试条件。工业上通常使用的测试“施加载荷”方法与确定硬度块上指示的标准值的标准化测试方法之间不应存在冲突。
在YSTL,所有硬度块都是在整个生产过程中逐批生产的,直到经过测试以确定标准硬度值为止。一组包括20个块,如图4所示。确定标准值的测试包括两组在5个点进行的测量,如图2所示,以检查不同测试机之间的差异。洛氏硬度测试倾向于在压头之间形成硬度测量值的差异。因此,采用约170个金刚石压头的硬度测量值的平均值来确定标准值。图5示出了HRC,HRA和HRD硬度测量与30个所述金刚石压头的比较。
所述结果的检验所有硬度标准块是
记录在数据表中,并以其原始文字和电子形式存储。个编号的块不用于出售,并且出于保修目的而存储。硬度标准块的保修期为自随附检查标签上标记的日期起三年。在该
图4每批次20个硬度标准块
在保修期内,我们提供服务,例如提供数据,重新测试保修模块以及根据用户要求进行微观检查。
硬度稳定性
为了防止硬度块材料的性能发生变化,在淬火过程之后立即根据硬度水平对钢块进行零度以下处理,以大程度地减少淬火马氏体中的残余奥氏体组织。对于通常由铜合金制成的低硬度标准块,将采用佳的表面处理方法,并根据需要提供应力消除退火,以大程度地减少测试表面精加工过程中产生的残余工作应力。这些努力是为了保证硬度标准块在保修期内不会产生超过硬度测试仪分辨率的硬度变化。为了达到这个目的,重要的是要保证保修标准完好无损。 健康)状况。
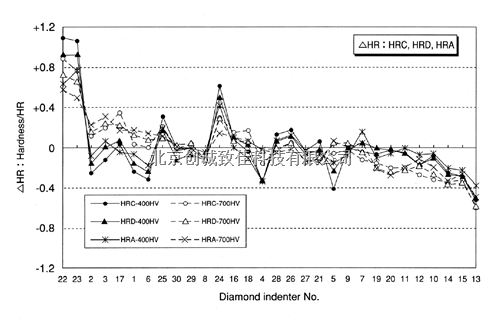
图5不同洛氏金刚石压头硬度测量值的比较

载荷施加条件的研究
一旦基于硬度块材料的冶金研究确保了硬度标准块的硬度均匀性和稳定性,则应查看测试条件以确定标准值。在JIS标准中为硬度测试方法[5]和标准块[6]定义的测试周期或载荷施加条件之间一直存在差异。因此,即使使用检验了直接精度的试验机和压头进行了符合JIS的测试循环,也无法期望硬度测量的结果与硬度标准块上指示的值一致。
为了解决这个问题,作者做了连续
使用高精度硬度标准块研究载荷施加条件。结果,当前的JIS标准硬度标准块采用与硬度测试方法的标准中定义的测试周期一致的测试周期。
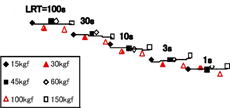
图6显示了硬度测量值与压痕速度的关系。图中的LRT代表载荷上升时间―直到达到总测试力的时间。图7显示了硬度测量值与载荷持续时间的关系。时间:保持总测试力的时间。
即使消除了测试周期的差异,定义加载速度的方式仍然存在差异:工业方面采用LRT ,而计量方面采用压头速度。为了解决这个问题,作者从应变速度的角度分析了这个问题,并揭示出,考虑到试验力P的施加是时间(t)的函数,方程P(t)= a x t n ,应变速度由LRT确定,如式(1)所示。这为使用轻铁的合理性和便利性提供了依据 定义硬度测试的加载速度。
![]()
图6硬度测量值与压痕速度的关系
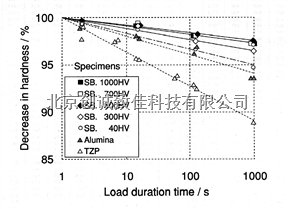
图7硬度测量值与载荷持续时间的关系
压痕可归因于测试力误差,这种差异将被认为完全来自硬度测量误差,这是一个容易在现场发生的问题。
尽管严格定义了测试力错误[8-9],但是测试力的准确性是通过静态验证的,而没有
必须反映动态测试负载的准确性
应用。测试负载精度的静态验证通常是使用弹性验证设备完成的。验证装置安装在硬度测试仪上,
在实践基础上,现在证明仅LRT*足以定义硬度测试的加载速度[7]。
其它来源的差异在硬度测量
上述加载条件是硬度测量结果中代表差异的来源,但是还有其他来源需要在硬度块制造商一级解决。
试验力误差
当将变化力的测试载荷施加到硬度均匀的试样(如硬度标准块)时,所得压痕的大小大约与测试载荷的平方根成比例。然而,如果让被忽视,在尺寸的变化的
将压头和样品从机器上移开,并施加测试力以在稳定后测量力。但是,实际上,动态测试力会影响压痕的大小。因此,建议建立一种动态验证试验力精度的方法,并提供数值上更适度但有效的试验力误差定义,而不是要求对静态试验力误差进行不必要的严格控制。
看来,当前的洛氏硬度试验机和标准块对一个和第二个预紧力过高地要求在施加总测试力之前和去除总测试力之后都要求很高的精度。这似乎只增加生产试验机,考虑到相当小的影响成本和技术困难的的第二个初步力误差上的差异的
![]()
![]()

![]()
![]()
硬度测量值与初始力误差的测量值相比,如图8所示[10] 。还应该注意的是,上述标准仅定义了静态测试力误差,而没有定义动态误差,而动态误差实际上对硬度测量值的变化影响更大。
测试温度
这是一个公知的事实,即硬度一个硬度标准块本身,不所述硬度测量所采取的块上,可以随温度变化。它也预期在的性能变化硬度测试机由于温度不同从一个模型到另一个。作者研究的影响的改变通过对硬度的测量温度下2个洛氏硬度试验机在与室温左右的温度由安装热电偶到标准 块,所述砧座和所使用的压头的金刚石。结果被示出在图9中,这表明环境温度确实对硬度的影响较小的测量用于确定硬度的标准值标准块。然而,考虑到不几个硬度测试器具有内置的电动机,计算机和照明设备的排气 热从 其中可以影响硬度的测量,严格控制温度的所述 检测室和单独的标准块不是非常有意义的。在此外,因为一个金刚石压头是一个良好的热导体,所述的温度压头可以不同从该的所述室和所述标准块。在该情况下,所述区域其中的金刚石*接触的块会经历急剧的温度变化。因此,它 从常识的角度来看,要求比通常预期的更严格的温度控制几乎是没有意义的,并且罗克韦尔硬度测试方法和标准块的标准中指定的当前温度控制要求水平似乎已经足够实际了。
[8-9].
标准块上的压痕数量
标准块上压痕数量对硬度测量的影响成为一个问题,特别是对于洛氏硬度。如图10所示,硬度测量随着压痕数量的增加而变得更高,而这种趋势在硬度更高的软块中更加明显。为了解决这个问题,ISO曾经讨论过修订其标准,以增加用于软金属的标准块的厚度,例如Rockwell B标尺。但是,具有低轧制率的金属板材往往会抑制晶粒尺寸[11]的小型化和硬度均匀性。图10还表明,甚至比铜合金块硬得多,也厚得多的70 HRC钢块,也会随着压痕数量的增加而使硬度测量值发生变化。因此,作者认为没有必要增加JIS标准中当前规定的洛氏硬度块的厚度,而较厚的块会产生不利影响,例如硬度均匀性降低以及对制造和处理的限制[6],[9]。 。
![]()
在误差的图8的影响两个初步力的差异HRC硬度测量的(力时的零点被设置并且当终硬度的测量采取
![]()
![]()
![]()
![]()
60 HRC钢块的硬度随温度的变化
标准块关系TO THE新硬度试验TECHNOLOGIES
如前所述,当前标准化的硬度测试主要是在之前发明的。自战争结束以来,有关显微硬度测试方法的研究取得了相当大的进步,主要用于维氏硬度。还开发了一种基于冲击前后压头速度之比的新型斥力硬度计[12]。此外,动态硬度测试的研究也取得了进展,通过测量载荷下的压痕深度来确定硬度[13-14]。动态硬度测试的研究已发展成为ISO 14577-2002 [15-16]中标准化的仪器压痕测试,作为微硬度的纳米压痕测试受到越来越多的关注。
![]()
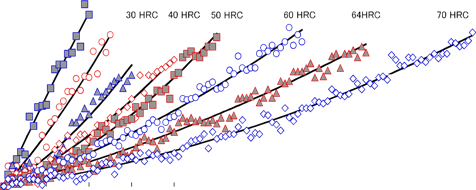
图10变化在硬度测量用的增加在所述编号的压痕
纳米压痕硬度块的开发
图11显示了由单晶钨制成的硬度标准块的外观,该标准块已开发用于纳米压痕测试。在单晶钨中观察到的弹出现象-即从弹性变形到塑性变形的瞬时转变-在被压入时观察到,可以直观地看到金刚石压头*的磨损状态[17]。该仪器的压痕测试满足硬度[18-19]的相似性规则,可用于测量纳米压痕范围内的超微硬度。然而,对于测试机架的弹性变形以及与压头*的理想几何形状的差异,仍然需要通过各种标准测试件进行复杂的补偿。
基于等效压痕深度的新硬度方法
作者使用纳米压痕硬度块,研究了一些有关仪器压痕测试的问题,并为实现所提出的概念的实际应用而不断努力。
![]()
等效压痕深度。如等式2所示,等效压痕深度是通过将压痕深度h ??除以洛氏硬度测试(如图12所示)而使用初步测试力获得的,计算出总压痕的平方根试验力。这提供了压痕深度的指标,不受施加的测试力的影响。对于这种压痕测试,应使用具有硬度相似性规则的形状的压头,例如维氏压头。

图11用于纳米压痕的单晶钨制成的硬度标准块
![]()
在几个测试力下100 HV至1,000 HV的金属标准块。h e的值在不同的测试力之间有很好的一致性[20]。
审查ISO硬度标准
下面总结上述讨论,以提出有关硬度块制造商能力方面的ISO标准的意见。
给定的ISO标准等工业标准,如JIS,简化,特别是ISO 14577的影响,期望促进实际应用,而与由于相对于对所述原理的的标准。
期望的是,一些强制性的做法,其中的想法是正确的,但实战演练是困难的,如直接核查的做法安装新的测试,当机,应该被改变成推荐
压痕数量的增加确实会导致
由于在显微维氏测试中难以在载荷范围内对压痕进行*的尺寸测量,因此ISO似乎依赖于增加待测压痕数量的解决方法,以确保硬度标准块标准值的可靠性。 [21]。但是,无论对压痕定义不清的图像进行多少次测量,都无法提高标准值的可靠性。因此,期望提供更现实的措施,例如允许更大的公差。
至于硬度测试温度下,的电流中的23被控制要求ö C±5 Ò C必须保持不变。考虑到测试机的实际状态和测试环境,更严格的要求只会使其变得毫无意义。
当前用于洛氏硬度测试的一和二初步测试力的相同严格公差水平仅会阻碍ISO标准的工业应用。强烈建议接受更大的第二初步试验力公差。
对于试验力的工作,建议建立一种动态验证试验力准确性的方法,并相应地引入一个数值更适度的试验力误差定义。
加载条件,即压痕硬度测试的测试周期通常应由时间长度定义
结论
硬度测试的历史与材料及其处理技术的发展并行。目前为广泛的工业应用提供的硬度测试方法都是为了测量金属材料的强度而开发的。金相检验和硬度测试是测试材料的首要方法,因此对工业化社会的安全起着重要作用。
然而,由于对这种重要性的认识太多,似乎对硬度测量的不确定性,可追溯性以及诸如校准证书之类的形式存在过分严格的要求。硬度测试的原始目的不可忽略。即使您熟悉此类证明或不确定性,也缺乏提供硬度测试仪和相关仪器的日常维护的能力和/或缺乏硬度测试方法的基本知识,仍将难以为工业化社会或美国的安全服务。可能会损害它。
硬度测试应根据执行者各自的目的酌情决定。这种自由推动了这些测试的技术发展。同时,如果商业交易需要比较材料(包括标准块)的硬度测量值,则在工业上无法实现
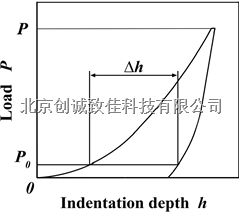
图12测量用于计算等效压痕深度的压痕深度
维氏压头在P = 45或30 9.8 N时的
图上的各种标准块等效压痕深度值下不同测试力的13协议(ř 。初步力的比值P 0至总试验力P )
应该提供标准以进行比较。
回到硬度的基础上,压痕硬度的测量主要取决于“力”的因素。和“长度”:施加的试验力和压痕的尺寸。因此,硬度的精度主要取决于力和长度的精度,其次取决于时间或负载条件,即测试周期和测试温度。对于硬度以外的其他材料强度度量,没有听到关于度量位数的严格争论。在硬度测量中追求过于严格可能会产生相反的效果。
通过使用优质的材料和精心的处理程序,可以生产出硬度非常均匀和稳定的标准硬度块。
在工业上可靠的测试机之一上,在广泛采用的测试条件下对此类试块进行测试,以确定要在试块上指示的硬度标准值。因此,标准块应作为硬度测量的标准试件。
推荐产品
北京创诚致佳科技有限公司是国内专业从事硬度计销售、选型及方案定制服务商,提供橡胶硬度计的报价和测试方案,主营产品有 进口硬度计,布氏硬度计,维氏硬度计,洛氏硬度计,显微硬度计,橡胶硬度计,赵氏硬度计,里氏硬度计。如需采购金相显微镜等产品,欢迎联系创诚致佳咨询价格。
联系我们: Tel: 400-0022-082, E-mail: info@hugetall.com 网站地图